


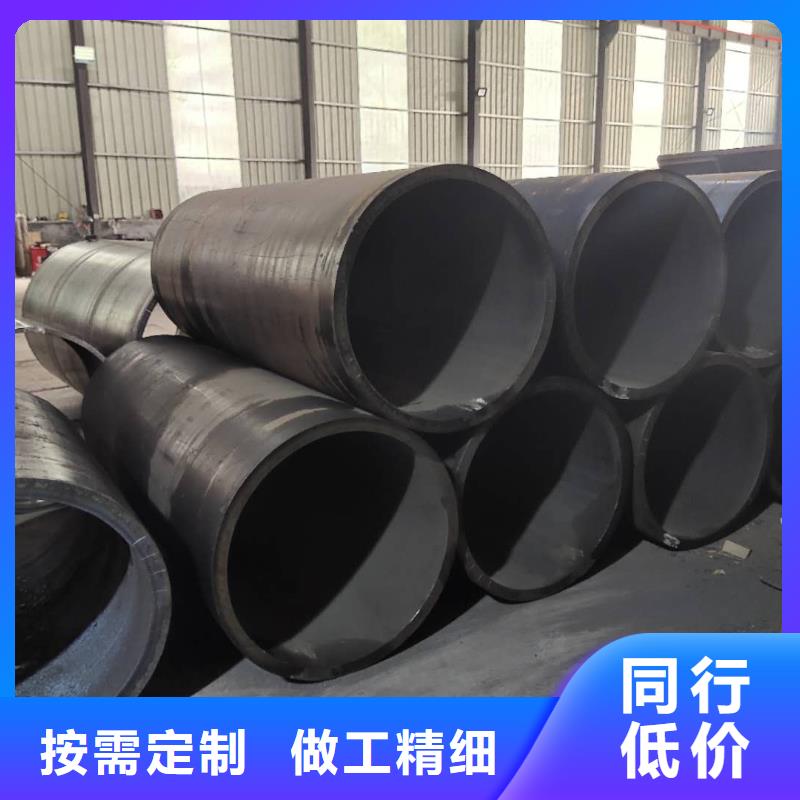



简约而不简单,我们的钢板卷管的理论重量直缝焊管重量计算公式货源产品视频将用直观的方式展示产品的核心价值。
以下是:钢板卷管的理论重量直缝焊管重量计算公式货源的图文介绍

山特金属制品有限公司坚持新发展理念,遵循“实事求是、守正创新、行稳致远”的工作原则,以服务经济社会发展和满足人民对美好生活的向往为发展方向,围绕政府、城市和人作文章,倾力打造山特金属制品有限公司,发挥全产业链优势,为客户提供 广东江门打井无砂管厂家,提供一站式综合服务。


公制焊管:规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。 钢板卷管托辊管:用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。



钢板卷管在放样前必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。


各类型钢板卷管合金都有以下通性: (1)多数合金熔点低于其组分中任一种组成金属的熔点; (2)硬度比其组分中任一金属的硬度大; (3)合金的导电性和导热性低于任一组分金属。利用合金的这一特性,可以制造高电阻和高热阻材料。还可制造有特殊性能的材料,如在铁中掺入15%铬和9%镍得到一种耐腐蚀的不锈钢,适用于化学工业。 (4)有的抗腐蚀能力强(如不锈钢) 钢管卷管结构形式为三辊对称式,上辊在两下辊中央对称位置作垂直升降运动,通过液压缸内的液压油作用于活塞而获得,为液压传动;两下辊作旋转运动,通过减速机的输出齿轮与下辊齿轮啮合,为卷制板材提供扭矩。钢管卷管缺点是板材端部借助其它设备进行预弯。

